鍛造金型の設計・製作・溶接補修DIE BUILDING AND WELDING REPAIR
特長
- 設計から肉盛溶接、機械加工までの一貫対応
- 大物金型の加工(ワーク最大寸法1,900mm×3,900mm×900mmH、最大重量6㌧)
- 難削材の加工技術
ステライト材、インコネル材、ステンレス材、高硬度型(HRC55~60)、肉盛溶接型、窒化型などの難削材に対応しています。 - 金型・ボルスターの高品質肉盛溶接技術
溶接時の均一な予熱、後熱処理、温度コントロールで、溶接から加工まで一貫した品質保証を行っています(熱処理ワーク最大寸法1,900mm×2,200mm×800mmH、最大重量6㌧)。



鍛造金型の長寿命化
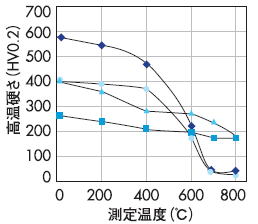
高温硬さでみられるようにNi系溶接材料やCo系溶接材料は、金型のベース材料に比べ高温域で硬さの低下が少なく、耐摩耗性に有利であることが証明されています。*平成13年度即効型地域新生コンソーシアム研究開発事業
- ベース材と肉盛溶接材料の温度硬さ

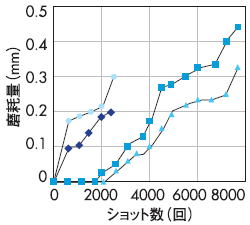
- 鍛造金型での効果例

- 当社の技術
適用金型 素材 溶接材 性能 アーム型
ハンマー型
ロール型SCM系
SKT-4
SKD61Fe系(型温度≦500℃) ①高硬度化による耐磨耗性向上
②高靭性化による型割防止ナックル型
クランクシャフト型SKT-4
SKD61Ni系 ①高強度
②高温耐磨耗性熱押し型 SKD61 Co系(型温度≧600℃) ①高強度(Ni系より大)




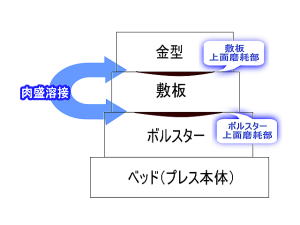
ボルスターの長寿命化
従来はボルスター磨耗部を切削、敷板を新作して対応し、数回切削後に更新(新規製作)していましたが愛豊技研工業では耐摩耗性、耐腐食性の溶接材料使用により超寿命化を実現し、保全費を大幅に低減することを可能にしました。
- ボルスターの肉盛溶接例
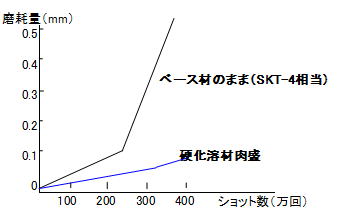
- 肉盛溶接によるボルスターの腐食磨耗防止


設備
| 機械名 | メーカー等 | 台数 |
|---|---|---|
| 門型5面マシニングセンター | 東芝機械MPF | 2 |
| 大型マシニングセンター | OKK MHA 1000 オークマ MILLAC80V OKK MCV860 |
3 |
| マシニングセンター(縦型) | マキノ GF6 OKK MCV660 |
2 |
| マシニングセンター(横型) | マキノ A77 | 1 |
| NCフライス | OKK MHA 600 | 3 |
| 型彫り放電加工機 | 三菱電機 | 2 |
| 電極加工用マシニングセンター | マキノ | 1 |
| 細穴放電加工機 | ソディック、内製 | 2 |
| 精密ワイヤー放電加工機 | 西部電機 | 1 |
| NC旋盤 | オークマ、森精機 | 4 |
| 汎用旋盤 | 瀧澤 | 1 |
| 大型ラジアル | オークマ、オオヤ | 2 |
| 溶接予熱、後熱炉 | 内製 | 1 |
| アーク溶接機 | パナソニック | 2 |
| MAG溶接機 | ダイヘン | 2 |
| 安川ロボット溶接機 | ダイヘン | 1 |
| TIG溶接機 | ダイヘン | 5 |
主要取引先
愛知製鋼株式会社、トヨタ自動車株式会社、大同DMソリューション株式会社
バナースペース
愛豊商事株式会社
愛豊技研工業株式会社
〒457-0072
名古屋市南区寺部通一丁目15番地
TEL 052-821-0166
FAX 052-811-1758